
Rubber recycling is an important practice that transforms waste rubber into reusable materials, promoting a circular economy and reducing landfill waste. Rubber waste management minimizes environmental impact by adopting eco-friendly methods while maximizing resource recovery for sustainable material applications.
According to Straits Research, the reclaimed rubber market was valued at approximately USD 1.34 billion in 2024 and is projected to grow to around USD 2.55 billion by 2030. This represents a steady compound annual growth rate (CAGR) of 7.4% over the forecast period.
The recycling process involves several advanced techniques, including shredding, cryogenic grinding, devulcanization, and pyrolysis. These methods break down waste rubber into reusable forms, ensuring efficient rubber reuse and contributing to waste reduction through innovative material recovery systems.
The benefits of rubber recycling extend to environmental conservation, reduced carbon emissions, and cost savings for industries. Businesses lower production costs, support green practices, and minimize their ecological footprint by repurposing waste rubber.
Recycled rubber finds applications in various industries, including automotive, construction, flooring, and sports. It is widely used in eco-conscious products such as rubberized asphalt, playground surfaces, industrial mats, and shock-absorbing materials that enhance safety and durability.
Rubber recycling faces challenges such as high processing costs, material complexity, and market acceptance issues. Overcoming these barriers requires technological advancements, regulatory support, and increased consumer awareness about the value of recycled materials.
Innovations in rubber recycling, including bio-based recycling methods, advanced devulcanization, and thermal decomposition, are driving progress toward more efficient and sustainable solutions. These breakthroughs enable higher-quality reclaimed rubber products, further strengthening the commitment to environmentally responsible manufacturing.
What is Rubber Recycling?
Rubber product is a key component in industrial sealing, valued for their ability to prevent leaks and maintain system integrity in various applications. Rubber recycling is the systematic process of reclaiming waste rubber and transforming it into sustainable material through eco-friendly practices.

Rubber recycling involves recovering rubber from discarded tires, industrial scraps, and other rubber waste. This supports rubber reuse and resource recovery while reducing landfill accumulation.
In industrial sealing, recycled rubber products play an integral role due to their inherent properties, such as elasticity, chemical resistance, and durability. These characteristics make rubber indispensable for creating seals that withstand pressure, temperature fluctuations, and exposure to various chemicals, ensuring minimal leakage and improved operational safety.
Repurposing waste rubber into functional sealing components allows companies to manage rubber waste effectively and contribute to an environmentally conscious, closed-loop recycling system.
Rubber recycling aligns with green practices and the circular economy, as it emphasizes the transformation of waste into valuable resources while minimizing environmental impact. This eco-conscious recycling process supports sustainable industrial operations and promotes a commitment to reducing landfill waste and promoting a sustainable future.
What are the Different Processes of Rubber Recycling?
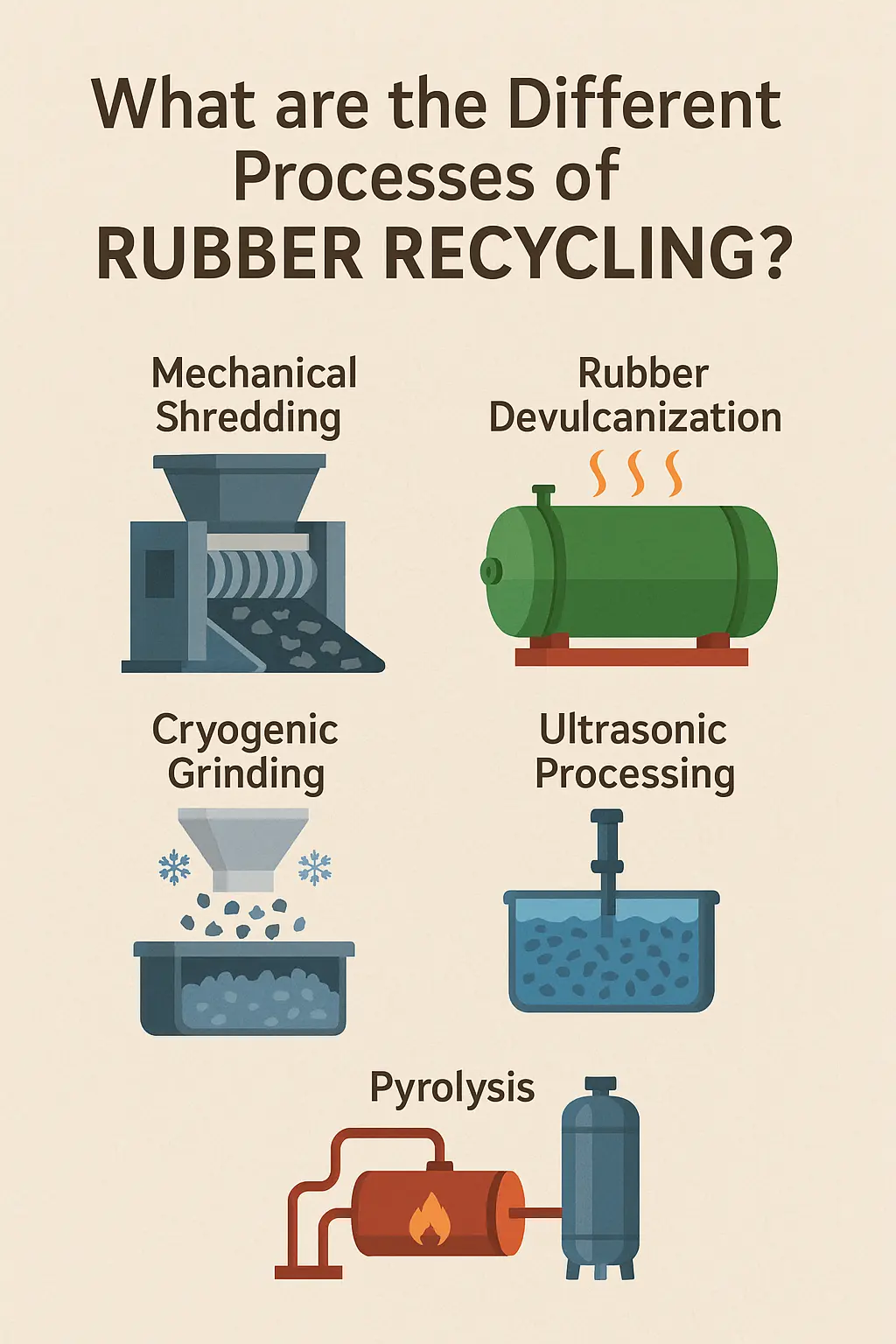
The different processes of rubber recycling include mechanical shredding, rubber devulcanization, cryogenic grinding, ultrasonic processing, and pyrolysis. These methods transform waste rubber into reusable materials through a range of physical and chemical techniques, enhancing rubber reuse while reducing landfill and supporting the circular economy. Each process has unique benefits and produces recycled rubber products for various industrial applications.
The different processes of rubber recycling are as follows:
Mechanical Shredding
Mechanical shredding involves using mechanical grinding techniques to break down waste rubber into smaller, manageable pieces. This process, fundamental to rubber reclaiming techniques, prepares the material for further treatment and conversion into products such as rubber granules and recycled rubber compounds for pavements and playground surfaces.
How Does Mechanical Shredding Work?
Mechanical shredding works by first collecting and sorting waste rubber to remove contaminants and ensure a consistent feedstock for processing. This initial step is important for maintaining material quality and setting the stage for further size reduction.
Mechanical shredding works in the following way:
- Collection and Sorting: Waste rubber is collected and sorted to remove contaminants, ensuring a consistent feedstock for processing.
- Pre-Shredding: The rubber undergoes an initial break-down phase, during which larger pieces are reduced in size using coarse mechanical cutters.
- Fine Shredding: The pre-shredded material is further processed through advanced mechanical grinding to produce uniformly sized particles.
- Screening and Sorting: The shredded rubber is screened to separate fines from larger chunks, producing quality rubber granulation for further use.
Rubber Devulcanization
Rubber devulcanization is the process of breaking the sulfur bonds that hold vulcanized rubber together, effectively reverting it to a more processable state. This chemical recycling method enables the reclamation of rubber for use in new products such as industrial seals, reclaimed rubber mats, and various rubber compounds, thereby reducing environmental impact and supporting eco-friendly practices.
How Does Rubber Devulcanization Work?
Rubber devulcanization works by first cleaning the waste rubber to remove impurities. It is then treated with controlled chemical or thermal processes to break the sulfur cross-links. The reclaimed rubber is separated from by-products and re-compounded with fresh material to restore its properties.
Rubber devulcanization works in the following way:
- Pre-Treatment: Waste rubber is cleaned and prepared to remove impurities hindering the devulcanization process.
- Chemical or Thermal Treatment: The rubber is subjected to a controlled chemical or thermal process that specifically targets and breaks sulfur cross-links.
- Separation: The devulcanized rubber is separated from any residual additives or by-products generated during the treatment.
- Re-Compounding: The reclaimed rubber is then blended with fresh rubber compounds to restore its physical properties for further manufacturing.
Cryogenic Grinding
Cryogenic grinding employs extremely low temperatures to embrittle rubber, making it brittle enough for fine grinding without significant heat generation. Also known as cryogenic processing, this method is ideal for producing high-quality rubber granules used in athletic surfaces and precision-molded rubber products, preserving material integrity and ensuring minimal contamination.
How Does Cryogenic Grinding Work?
Cryogenic grinding works by first cooling waste rubber to cryogenic temperatures with liquid nitrogen, making it brittle. The brittle rubber is then ground into fine particles, which are screened for uniformity before being collected for use in new products.
Cryogenic grinding works in the following way:
- Cooling: Waste rubber is cooled to cryogenic temperatures using liquid nitrogen or similar cooling agents, rendering the rubber brittle.
- Grinding: The embrittled rubber is then mechanically ground into fine particles using specialized cryogenic grinders.
- Screening: The resulting material is screened to achieve a uniform particle size suitable for high-end applications.
- Collection: The final rubber granules are collected and ready to be incorporated into new products that demand consistent material quality.
Ultrasonic Processing
Ultrasonic processing utilizes high-frequency vibrations to fragment rubber materials without the need for excessive heat. This advanced recycling method maintains the rubber’s chemical integrity and produces fine, uniform particles, which are particularly beneficial in manufacturing precision rubber components and advanced composites that require high-quality recycled materials.
How Does Ultrasonic Processing Work?
Ultrasonic processing works by exposing waste rubber to high-frequency vibrations that create microscopic stress, causing it to break into smaller particles. These fragments are then separated and collected for further processing.
Ultrasonic processing works in the following way:
- Application of Ultrasonic Waves: Waste rubber is exposed to high-frequency ultrasonic vibrations that induce mechanical stress at a microscopic level.
- Fragmentation: The induced stress causes the rubber to fracture into smaller particles while preserving its inherent properties.
- Separation and Collection: The fragmented particles are separated from any debris and collected for further processing or direct use in high-precision rubber compounding.
- Post-Treatment: Optional post-treatment is applied to further refine particle size and quality for specialized applications.
Pyrolysis
Pyrolysis is a thermal treatment process that decomposes waste rubber in the absence of oxygen, breaking it down into oil, gas, and char. This chemical recycling method not only recovers valuable energy and by-products such as carbon black but also supports advanced recycling and rubber waste management, contributing to a closed-loop system and the circular economy. Recycled outputs include pyrolysis oil and reclaimed rubber, which is utilized in various industrial applications.
How Does Pyrolysis Work?
Pyrolysis works by preparing waste rubber into smaller pieces for uniform heating and then thermally decomposing it in an oxygen-free environment to break down polymer chains. The process recovers products like pyrolysis oil, combustible gas, and char, which are further refined for various industrial applications.
Pyrolysis works in the following way:
- Preparation: Waste rubber is prepared by removing non-rubber materials and pre-processing them into smaller pieces for uniform heating.
- Thermal Decomposition: The prepared rubber is heated in a controlled, oxygen-free environment, where thermal treatment breaks down the polymer chains.
- Product Recovery: The process yields distinct products, pyrolysis oil, combustible gas, and char, that are separated using condensation and collection systems.
- Refinement: The recovered products are refined and processed further, with pyrolysis oil used as a fuel source or chemical feedstock and carbon black incorporated into new rubber compounds.
What Are the Benefits of Rubber Recycling?
The benefits of rubber recycling are resource conservation, reduced landfill use, and sustainable manufacturing, all of which contribute to environmental protection and a recycling economy. Industries transform waste rubber into valuable materials and achieve energy savings, lower emissions, and waste reduction while supporting green solutions and job creation. This eco-friendly practice promotes resource conservation and reduces the carbon footprint of manufacturing processes.

The benefits of rubber recycling are as follows:
Resolves Landfill Issues
Resolving landfill issues means diverting waste rubber from landfills by repurposing it into usable materials, significantly reducing landfill use. This process minimizes environmental contamination and contributes to sustainable manufacturing practices in industries such as construction and infrastructure, ensuring long-term waste reduction and environmental protection.
Innovative Creations
Innovative creations involve transforming recycled rubber into new, versatile products that replace conventional materials. Industries like sports, automotive, and building construction use recycled rubber to produce athletic surfaces, resilient flooring, and durable roofing materials. This creative reuse supports resource conservation while driving technological advancements and green solutions in manufacturing.
Reduces Pollution
Reducing pollution is achieved by lowering harmful emissions and decreasing the energy required for processing virgin materials. Through recycling, rubber waste is converted into products that emit lower levels of pollutants during production and use, contributing to a reduced carbon footprint and enhanced environmental benefits. This process aligns with eco-friendly practices that safeguard air and water quality.
Halt the Spread of Diseases
Halting the spread of diseases refers to preventing the accumulation of waste that harbors pathogens and attracts pests. Effective rubber recycling minimizes the presence of contaminated materials in the environment, reducing health risks and supporting public safety. Industries help protect communities while promoting overall environmental protection by managing waste properly.
Relieves Environmental Pressure
Relieving environmental pressure reduces the demand for new raw materials by reclaiming and reusing waste rubber. This conserves natural resources and minimizes the environmental impact of extraction and production processes. Through closed-loop recycling and advanced rubber reclaiming techniques, manufacturers lower emissions and support a circular economy that prioritizes sustainability.
Boosts Your Local Economy
Boosting your local economy involves stimulating job creation and supporting small businesses through recycled rubber initiatives. Communities benefit from sustainable development, increased employment opportunities, and enhanced competitiveness in global markets by investing in green practices and recycling economy strategies. This, in turn, promotes economic growth and environmental stewardship in local regions.
What are the Applications of Rubber Recycling?
The applications of rubber recycling are widespread across various industries, including flooring, automotive, construction, and consumer goods, where recycled rubber products offer durability, sustainability, and cost-effectiveness. Industries benefit from eco-friendly rubber products that support green building materials, reduce environmental impact, and enhance performance by repurposing waste rubber into functional materials. These recycled materials are used in rubber flooring, rubber composites, and molded rubber products to create high-quality, long-lasting solutions.

The applications of rubber recycling are as follows:
Flooring Applications
Flooring applications use recycled rubber products to create durable and resilient surfaces for various settings. Rubber flooring, made from shredded or ground rubber, is used in gyms, playgrounds, and commercial spaces due to its shock-absorbing and slip-resistant properties.
Playground surfaces, for example, utilize recycled rubber granules to enhance safety, while commercial buildings use rubber-based materials for noise reduction and comfort underfoot. These applications improve safety and sustainability, making rubber flooring a preferred choice for high-traffic areas.
Industrial Applications
Industrial applications incorporate recycled rubber into rubber composites and molded rubber products for machinery, insulation, and vibration control. Factories and manufacturing plants use rubber-based materials for gaskets, seals, and anti-fatigue mats, enhancing equipment efficiency and worker safety.
Rubber recovery techniques enable the production of rubberized coatings that protect metal structures from corrosion and wear. These applications contribute to cost savings, energy efficiency, and long-term durability in industrial settings.
Automotive Parts
Automotive parts made from recycled rubber play an integral role in vehicle manufacturing, providing cost-effective and durable alternatives to virgin rubber. Recycled rubber is used in tire production, door seals, under-hood insulation, and shock absorbers, improving vehicle performance and sustainability.
Rubber asphalt, an innovative blend of recycled rubber and traditional paving materials, is also used in road construction to enhance durability, reduce noise pollution, and improve traction. The automotive industry benefits significantly from rubber recycling by lowering production costs and promoting sustainable manufacturing.
Consumer Goods
Consumer goods made from recycled rubber provide eco-friendly alternatives for everyday products, including footwear, home accessories, and electronics. Recycled rubber is used in yoga mats, shoe soles, and phone cases, offering a sustainable and durable option for consumers looking for environmentally friendly products.
Molded rubber products such as ergonomic grips and household mats further demonstrate the versatility of rubber-based materials in daily life. These applications promote waste reduction and encourage the adoption of sustainable consumer choices.
Sports Equipment
Sports equipment manufacturers utilize recycled rubber to produce high-performance and impact-resistant products for various athletic activities. Running tracks, artificial turf infill, and weightlifting mats incorporate rubber granules to enhance shock absorption and durability.
Rubber-based materials also improve the safety and longevity of sports fields, making them ideal for professional and recreational use. The sports industry reduces waste and provides athletes with high-quality equipment that meets safety standards by using eco-friendly rubber products.
Construction Materials
Construction materials made from recycled rubber contribute to green building materials by enhancing insulation, structural integrity, and energy efficiency. Rubber asphalt is used in road construction to create longer-lasting, flexible pavement surfaces, while rubberized roofing materials provide weather resistance and thermal insulation for buildings.
Construction sites incorporate rubber composites into soundproofing panels and anti-slip surfaces to improve safety and sustainability. Using recycled rubber in construction reduces landfill waste and supports environmentally conscious building practices.
What Are the Challenges of Rubber Recycling?
The challenges of rubber recycling include material complexity, high energy consumption, and market acceptance, among others, making the process technically and economically demanding. Issues such as vulcanization, contamination, and infrastructure limitations hinder recycling efficiency, while regulatory hurdles and quality control problems create additional obstacles. Overcoming these challenges requires advancements in recycling technologies, improved waste management systems, and increased market demand for recycled rubber products.

The challenges of rubber recycling are as follows:
Material Complexity
Material complexity in rubber recycling arises due to the diverse formulations of rubber products, including variations in additives, fillers, and vulcanization agents. This makes sorting and processing waste rubber difficult, leading to contamination issues and inconsistent recycling efficiency.
Developing advanced separation techniques and improved material identification systems helps address these challenges, enhancing the quality of recycled rubber.
Durability
The durability of rubber, while beneficial for product longevity, becomes a disadvantage in recycling as it resists natural degradation and chemical breakdown. Vulcanized rubber, in particular, is difficult to decompose and reclaim due to its strong cross-linked structure.
Implementing innovative devulcanization techniques and improving rubber reclaiming processes help make recycling more effective while maintaining material integrity despite the challenges posed by rubber hardness.
High Energy Consumption
Rubber recycling is an energy-intensive process requiring significant heat, mechanical grinding, or chemical treatment to break down waste rubber. This leads to high processing costs and increased carbon emissions, making recycling less economically and environmentally viable.
Investing in energy-efficient recycling methods, such as ultrasonic processing or optimized pyrolysis, helps reduce energy consumption while maintaining recycling efficiency.
Economic Viability
The economic viability of rubber recycling is influenced by fluctuating raw material prices, high infrastructure costs, and limited financial incentives. Producing high-quality recycled rubber is sometimes more expensive than using virgin rubber, discouraging widespread adoption.
Governments and industries improve economic feasibility by introducing subsidies, tax incentives, and investment in advanced recycling technologies to lower costs and boost market demand.
Limited End Uses
Recycled rubber has limited end-use applications due to quality control problems, inconsistent material properties, and regulatory hurdles. Many industries require high-performance rubber products, making it difficult for recycled rubber to meet specific standards.
Expanding research into rubber composites, improving recycling processes, and developing new applications for recycled rubber help increase its usability across various industries.
Market Acceptance
Market acceptance of recycled rubber remains challenging due to concerns about product performance, lack of awareness, and competition with cheaper alternatives. Many industries and consumers still prefer virgin rubber due to perceived quality differences.
Raising awareness, improving quality control measures, and demonstrating the benefits of recycled rubber through sustainable manufacturing initiatives enhance its acceptance and encourage wider adoption.
What are the Innovations in Rubber Recycling?
The innovations in rubber recycling include advanced technologies, chemical recycling, and sustainable solutions that improve efficiency and reduce environmental impact. These advancements have introduced more effective methods for reclaiming rubber, reducing waste, and creating eco-friendly products. The industry continues to find new ways to make rubber recycling more viable and sustainable by utilizing breakthrough technologies and green innovations.

The following are the innovations in rubber recycling:
Crumb Rubber Technology
Crumb rubber technology is a process where waste rubber is mechanically ground into small granules, which are repurposed for various applications. The process involves shredding and grinding rubber from discarded tires into fine particles while preserving its physical properties.
Crumb rubber gained traction in the late 20th century with the rise of eco-conscious recycling. It is widely used in playground surfaces, sports fields, and rubberized asphalt, providing a sustainable alternative to virgin rubber materials.
Cryogenic Grinding
Cryogenic grinding is an advanced method that uses liquid nitrogen to freeze rubber to extremely low temperatures, making it brittle and easier to pulverize into fine powder. This method ensures minimal heat degradation, preserving rubber’s elasticity for reuse in various applications.
Developed as a solution for efficient rubber granulation, this technique is widely used in high-end applications such as rubberized coatings, adhesives, and precision-molded rubber products. The key benefit of cryogenic grinding is its ability to produce high-quality recycled rubber with consistent particle size and purity.
Devulcanization Advancements
Devulcanization advancements focus on breaking the sulfur bonds in vulcanized rubber to restore its original flexibility and processability. This innovation is important for converting waste rubber into reusable raw materials. Researchers and manufacturers have developed chemical, mechanical, and ultrasonic devulcanization techniques to enhance rubber reclaiming efficiency.
Companies have explored these methods since the early 2000s to create a more sustainable rubber supply chain. The primary benefit is that devulcanized rubber is blended with new rubber compounds, reducing the dependency on virgin materials while maintaining product performance.
Thermal Decomposition Process
The thermal decomposition process, known as pyrolysis, involves heating rubber in an oxygen-free environment to break it down into oil, gas, and carbon black. This method is an energy-efficient approach to converting waste rubber into valuable by-products.
The concept of pyrolysis has been around for decades, but recent advancements have improved its efficiency and environmental footprint. The recovered pyrolysis oil is used as an alternative fuel, while carbon black is repurposed for new rubber products. This method significantly contributes to reducing landfill waste and lowering emissions.
Bio-Based Recycling Methods
Bio-based recycling methods introduce environmentally friendly solutions using biological agents, such as microbes and enzymes, to break down rubber waste. This innovation is still in its early stages but has shown promising results in addressing difficult material separation and contamination issues.
Researchers are actively working on refining bio-based rubber degradation techniques to create a more sustainable and energy-efficient alternative to traditional recycling methods. The main benefit of this approach is that it aligns with circular economy principles, reducing reliance on chemical and thermal treatments.
Rubber-to-Rubber Recycling
Rubber-to-rubber recycling is an advanced approach that allows old rubber products to be directly reprocessed into new rubber items without extensive chemical or thermal treatments. This technique relies on refining mechanical and chemical recycling processes to maintain rubber’s physical properties during reprocessing.
Recent developments in rubber reclaiming techniques have made it possible to reuse old tires, industrial seals, and rubber mats for new applications. The key advantage is that it minimizes waste while promoting resource conservation and sustainable manufacturing in the rubber industry.
Why Rubber Recycling is Important and Why We Should Use Recycled Rubber Products?
Rubber recycling is important because it significantly reduces environmental waste, conserves natural resources, and minimizes the carbon footprint associated with rubber production. Recycling prevents millions of tires and rubber products from ending up in landfills by reclaiming and reprocessing waste rubber, which takes decades to decompose.
Rubber recycling supports a circular economy by promoting resource recovery, reducing reliance on raw materials, and lowering energy consumption in manufacturing. It also plays an important role in waste rubber management by transforming discarded materials into valuable products, contributing to a more sustainable and eco-conscious future.
We should use recycled rubber products because they offer a durable, cost-effective, and environmentally friendly alternative to virgin rubber materials. Recycled rubber is widely used in various applications, including flooring, automotive parts, sports surfaces, and construction materials, providing high-performance solutions while reducing waste.
Recycled rubber products also contribute to green practices by lowering emissions and energy usage during production. Industries and consumers support sustainable manufacturing, reduce landfill waste, and promote responsible resource utilization by choosing eco-friendly rubber products and ensuring long-term environmental benefits.
What Are the Most Popular Recycled Rubber Products?
The most popular recycled rubber products are rubber flooring, automotive parts, sports surfaces, and construction materials, among others. These products provide durable, eco-friendly solutions across various industries, helping to reduce landfill waste and promote sustainable manufacturing.
The most popular recycled rubber products are as follows:
- Rubber Bushings: Rubber bushings are made from reclaimed rubber, and they are widely used in automotive and industrial applications to absorb vibrations and reduce noise. Their durability and flexibility make them an important component in machinery and vehicles.
- Rubber Flooring: Recycled rubber is commonly used to manufacture gym flooring, playground mats, and industrial floor coverings. Its shock-absorbent and slip-resistant properties make it ideal for high-traffic areas while promoting sustainability.
- Tire-Derived Fuel (TDF): TDF is processed from discarded tires and is an alternative energy source for cement kilns, power plants, and industrial boilers. It helps reduce fossil fuel consumption and cuts down carbon emissions.
- Rubber Mulch: Rubber mulch is used in landscaping and playground surfaces. It offers excellent cushioning and weed control and is a long-lasting, low-maintenance alternative to traditional wood mulch.
- Athletic Tracks and Sports Surfaces: Recycled rubber granules are utilized in running tracks, artificial turf infill, and sports courts. These surfaces enhance durability, impact absorption, and weather resistance for athletes and recreational users.
- Rubberized Asphalt: Incorporating ground rubber into asphalt mixtures improves road durability, reduces noise pollution, and enhances skid resistance. It also extends the lifespan of road surfaces while effectively utilizing waste rubber.
- Recycled Rubber Mats: Rubber mats are found in agricultural, industrial, and household settings. It offers a non-slip surface and high resilience. They are commonly used in horse stalls, dairy farms, and factory floors.
- Molded Rubber Products: Various everyday items, including wheel chocks, dock bumpers, and traffic cones, are manufactured using recycled rubber. These products provide strength, weather resistance, and sustainability in diverse applications.
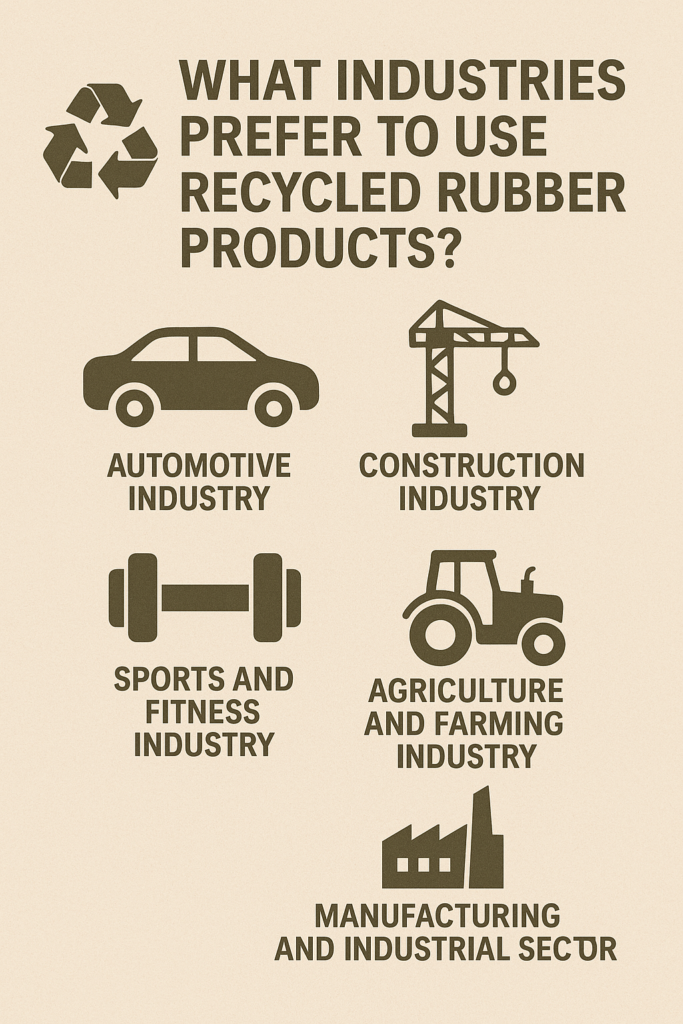
What Industries Prefer to Use Recycled Rubber Products?
Automotive, construction, sports, and manufacturing industries prefer to use recycled rubber products due to their durability, cost-effectiveness, and environmental benefits. These industries incorporate recycled rubber into various applications, reducing waste while maintaining performance and sustainability.
The following industries prefer to use recycled rubber products:
- Automotive Industry: Recycled rubber is widely used in manufacturing tires, gaskets, rubber bushings, and seals. These components improve vehicle performance by enhancing vibration absorption and durability while promoting eco-friendly practices in automotive manufacturing.
- Construction Industry: Rubberized asphalt, roofing materials, and insulation products made from recycled rubber enhance the durability and longevity of buildings and roads. These materials provide superior resistance to wear, weather conditions, and noise pollution.
- Sports and Fitness Industry: Athletic tracks, gym flooring, and artificial turf infill rely on recycled rubber for shock absorption and surface durability. This improves athlete safety and reduces maintenance costs while utilizing sustainable materials.
- Agriculture and Farming Industry: Recycled rubber mats and flooring are used in barns, stables, and dairy farms to cushion livestock and prevent injuries. These products are durable, easy to clean, and resistant to moisture and bacteria.
- Manufacturing and Industrial Sector: Many industries use molded rubber components, conveyor belts, and anti-fatigue mats made from recycled rubber. These products offer cost savings, resilience, and energy efficiency in industrial operations.
Why Is Rubber Not Eco-Friendly?
Rubber is not eco-friendly because its production and disposal pose significant environmental challenges. The cultivation of natural rubber leads to deforestation, impacting biodiversity and contributing to habitat loss. The manufacturing processes for both natural and synthetic rubber involve harmful chemicals and substantial energy consumption, leading to pollution and increased carbon emissions. Rubber products are known for their durability, which, while beneficial for usage, results in slow decomposition rates in landfills, exacerbating waste management issues.
Does Biodegradable Rubber Exist?
Yes, biodegradable rubber does exist. Natural rubber, derived from the latex of rubber trees, is inherently biodegradable under suitable environmental conditions, decomposing over time through microbial activity. However, the degradation rate varies depending on factors such as temperature, moisture, and microbial presence. In contrast, synthetic rubbers, made from petroleum-based materials, are more resistant to biodegradation due to their complex chemical structures.
What is the Market Size of Reclaimed Rubber?
The market size of reclaimed rubber was approximately USD 1.34 billion in 2024 and is expected to reach around USD 2.55 billion by 203, according to Straits Research. This reflects a compound annual growth rate (CAGR) of 7.4% during the forecast period. This growth is driven by increasing environmental concerns, the rising demand for sustainable materials, and the cost-effectiveness of reclaimed rubber compared to virgin rubber.
Where to Get Fully Recycled Rubber Products?
Get fully recycled rubber products from reputable suppliers like Rubberxperts. They offer a wide range of eco-friendly rubber products, including bushings, mats, and flooring solutions, all made from high-quality recycled materials. Choosing products from Rubberxperts, you contribute to environmental sustainability while ensuring durability and performance. Explore their offerings and make a positive impact by visiting their website.



